
「内歯車を作りたいが、ブローチ盤がない」「特殊なスプライン形状でブローチ工具が存在しない」「焼入れ後の硬い材料にスプラインを加工したい」——こうしたケースでは、放電加工が有効な解決策となります。
この記事では、内歯車やスプラインの加工方法を比較し、放電加工がどのような場面で選ばれるべきかを解説します。
内歯車・スプライン加工の一般的な方法
①ブローチ加工
専用のブローチ工具を穴に通して引き抜き、一度のストロークで歯車形状を創成する方法です。
- メリット:高速で量産に最適。高精度
- デメリット:専用ブローチ工具が高額(1本数十万〜数百万円)。標準規格外の特殊形状には使えない。止まり穴(袋穴)には不可
②ギヤシェーパー加工
ピニオンカッターを上下に往復させながら、ワークと同期回転させて歯を創成する方法です。
- メリット:内歯車のほか、段付き穴の歯車にも対応可能
- デメリット:加工速度が遅い。焼入れ後の高硬度材には使えない。微細な歯車には限界がある
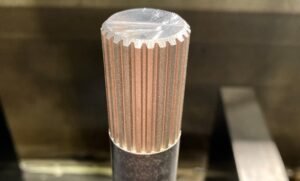
③放電加工(ワイヤー放電 / 形彫放電)
ワイヤー放電加工でプロファイル(歯車の輪郭形状)を切り出すか、形彫放電加工で電極形状を転写する方法です。
- メリット:硬度に関係なく加工可能。専用工具が不要。特殊形状にも対応。小ロット・試作に最適
- デメリット:大量生産ではブローチに劣る速度。貫通穴が前提(ワイヤーの場合)
放電加工が選ばれる5つの場面
場面①:焼入れ後の高硬度材にスプラインを加工したい
焼入れ鋼(HRC50以上)や超硬合金への歯車・スプライン加工は、ブローチもギヤシェーパーも対応困難です。放電加工ならHRC60以上の焼入れ鋼でも問題なく加工可能です。熱処理後に追加工が必要になったケースで多く利用されます。
場面②:ブローチ工具が存在しない特殊プロファイル
標準的なインボリュートスプラインやキー溝であればブローチ工具が市販されていますが、特殊な歯形、非標準のモジュール、独自設計のプロファイルにはブローチ工具が存在しません。放電加工ならCADデータから直接加工プログラムを作成できるため、どんなプロファイルでも対応可能です。
場面③:止まり穴(袋穴)の内歯車
ブローチ加工は穴を貫通させる必要があるため、止まり穴の内歯車には使えません。形彫放電加工であれば、止まり穴(袋穴)の内歯車・スプラインも加工可能です。ただし電極の製作が必要になります。
場面④:試作・少量生産
数個〜数十個の少量生産では、ブローチ工具を製作するとコストが見合いません。放電加工は専用工具が不要のため、1個からでも経済的に対応できます。
場面⑤:微細歯車
モジュール0.3以下の微細な歯車は、ブローチやギヤシェーパーでは物理的に工具の製作が困難です。ワイヤー放電加工であれば、ワイヤー径0.05mmの細線を使用して微細歯車のプロファイルを高精度に切り出せます。
ワイヤー放電 vs 形彫放電|歯車加工の使い分け
| 条件 | ワイヤー放電加工 | 形彫放電加工 |
|---|---|---|
| 貫通穴の歯車 | ◎ 得意 | ○ 可能 |
| 止まり穴の歯車 | × 不可 | ◎ 得意 |
| 精度 | ◎ ±0.005mm以下 | ○ ±0.005〜0.01mm |
| コスト(小ロット) | ◎ 電極不要で安い | △ 電極製作費がかかる |
| コスト(リピート) | ○ プログラム再利用 | ○ 電極再利用 |
| 逃げ溝の要否 | 不要(ワイヤーで貫通切断) | 不要(放電で底部まで加工可能) |
放電加工で歯車を依頼する際に伝えるべき情報
- 歯車の緒元:モジュール、歯数、圧力角、転位量、噛合い長さ
- 図面またはCADデータ:歯車のプロファイル形状(DXF推奨)
- 材質と硬度:特に焼入れ済みかどうか
- 穴の形状:貫通穴か止まり穴か。止まり穴の場合は深さ
- 精度要求:歯車精度等級(JIS B 1702-1準拠)またはプロファイル公差
- 数量とリピートの有無
まとめ
内歯車やスプラインの加工は、大量生産であればブローチが最適ですが、少量・試作・特殊形状・高硬度材・止まり穴の条件では放電加工が最も合理的な選択肢となります。
当社ギャップ・イーディーエム(GAP.EDM)では、内歯車・スプライン・六角穴など、止まり穴の特殊形状加工を数多く手がけています。「この形状は放電加工できるか?」というご質問だけでもお気軽にどうぞ。

コメント