
技術解説– category –
-

【保存版】放電加工のトラブル事例と対策15選|品質不良・納期遅延・コスト超過を防ぐ実践ガイド
【保存版】放電加工のトラブル事例と対策15選|品質不良・納期遅延・コスト超過を防ぐ実践ガイド 「仕上がりの面粗度が図面指示と違う」「電極がすぐ消耗して精度が出ない」「見積もりより大幅にコストが膨らんだ」——放電加工に関わるすべての現場で、こう... -
放電加工における電極設計のノウハウ|コストと精度を左右するカギ
放電加工の仕上がりを決めるのは、加工機の性能だけではありません。電極の設計と製作こそが、精度・面粗度・コスト・納期のすべてを左右する最重要ファクターです。 「なぜ同じ加工機を使っているのに、工場によって仕上がりが違うのか?」——その答えの多... -
深穴加工の限界と放電加工による突破法
「深さ200mmの止まり穴を空けたいが、ドリルでは真っ直ぐ入らない」「ガンドリルを依頼したが、曲がりが出て精度が出ない」——深穴加工は、穴が深くなるほど難易度が飛躍的に上がる加工領域です。 この記事では、切削による深穴加工が直面する技術的な限界... -
【図解】ワイヤー放電加工(ワイヤーカット)とは?形彫放電との違いを解説
技術解説2026.03.10 ワイヤー放電加工(ワイヤーカット)とは?メリット・デメリットと形彫放電との違い 「ワイヤー放電加工」は、高硬度材や複雑な輪郭を精密に切断できる不可欠な技術です。本記事では、ワイヤー放電加工の原理やメリット・デメリットを... -
金型修正は放電加工で|再製作不要・最短3日
技術解説2026.03.06 金型のリブ追加・形状変更は再製作不要放電加工で最短3日復旧 金型のリブ追加・形状変更を再製作せずに放電加工で実現。コスト1/3〜1/5・納期最短3日。プレス・ダイカスト・射出・鍛造すべて対応。量産ラインの定期メンテナンスも。 再... -
タングステンのタップ加工・穴あけタングステンに穴をあける方法|放電加工で確実に解決
技術解説2026.03.06 タングステンのタップ加工・穴あけ完全ガイドドリルが折れる原因と放電加工での確実な解決策 モース硬度9・融点3,422℃のタングステンは穴あけ・タップ加工が極めて困難。放電加工での確実な解決方法を40年の実績をもとに解説。1個の試... -
タングステン加工の方法・費用・依頼先ガイド|切削が難しい理由と放電加工での解決策
技術解説 2026.03.04 タングステン加工の方法・費用・依頼先ガイド 切削が難しい理由と放電加工での解決策 モース硬度9、融点3,422℃——全金属中最高の物理特性を誇るタングステンは、その優れた特性ゆえに加工が極めて困難です。本記事では、タングステンの... -
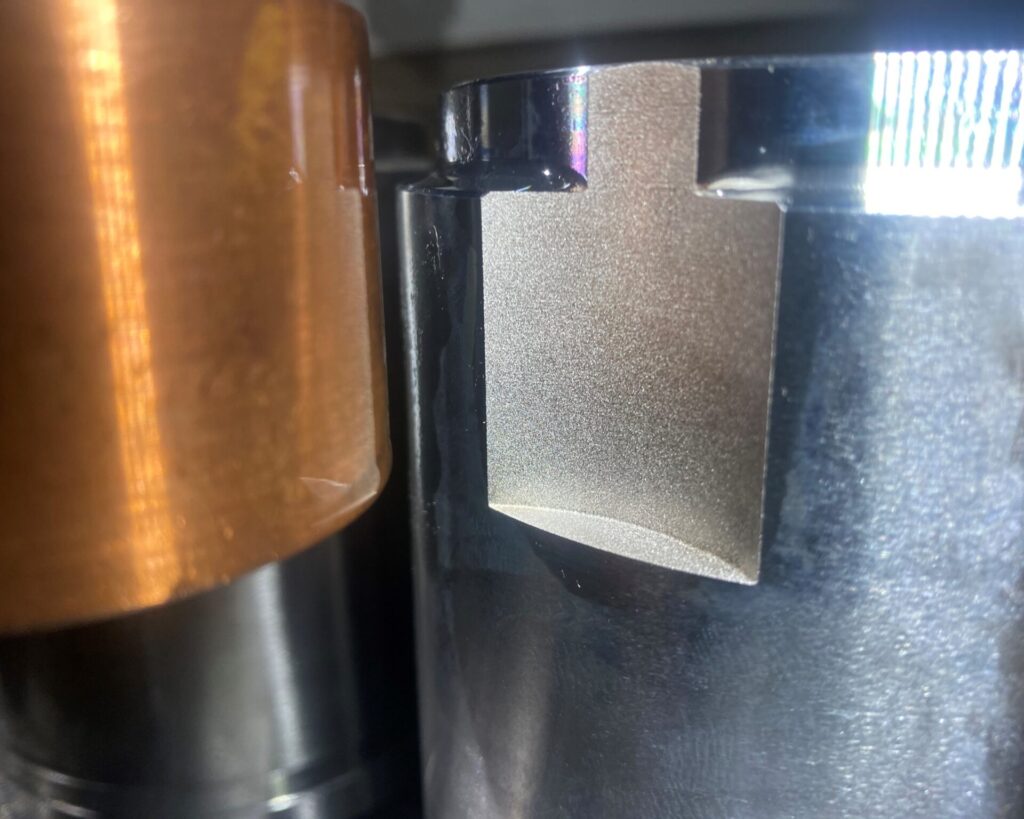
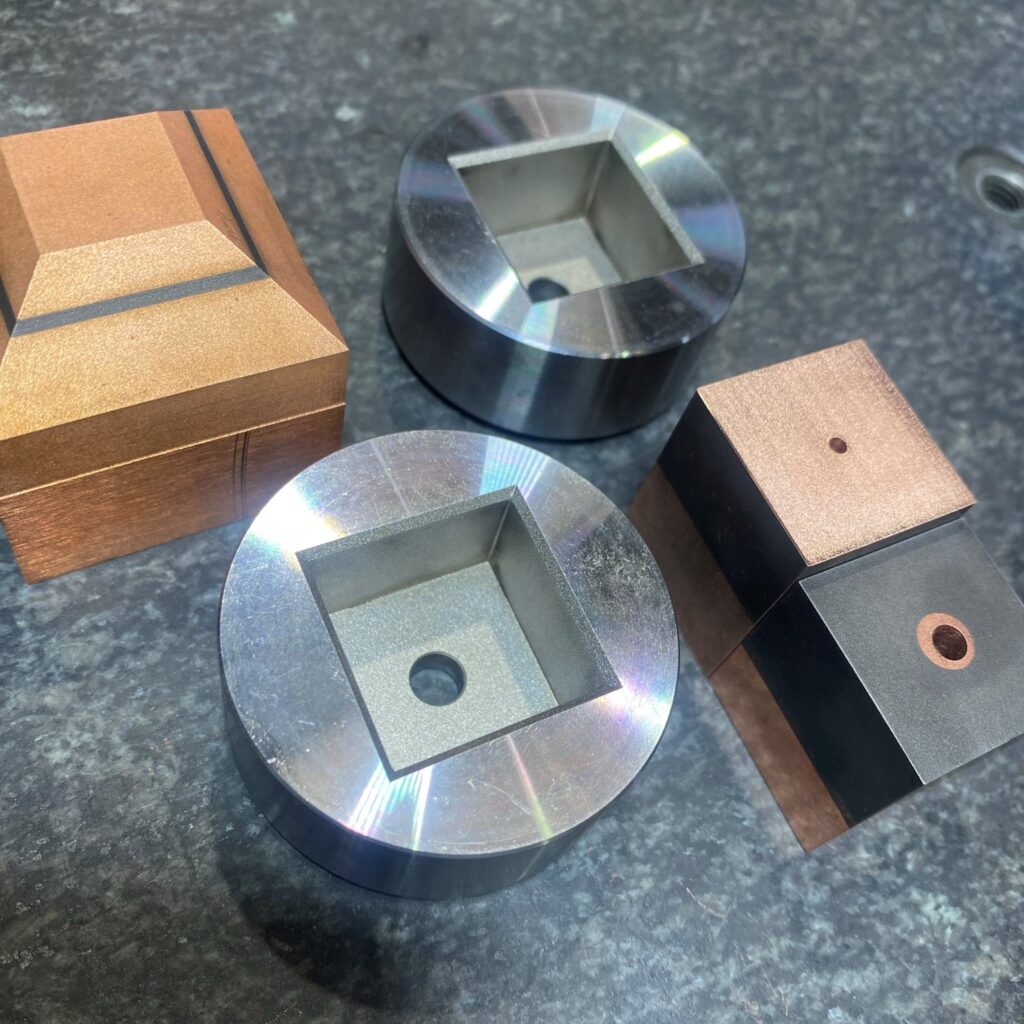
六角穴・四角穴加工の方法|旋盤・フライスで無理な形状を放電加工で実現する完全ガイド
技術解説 2026.03.04 六角穴・四角穴加工の方法 旋盤・フライスで無理な形状を放電加工で実現する完全ガイド 「六角穴を加工したいが、ブローチ盤がない」「止まり穴に四角穴を開けたい」——設計部門や購買部門の方から多くいただくご相談です。本記事では... -
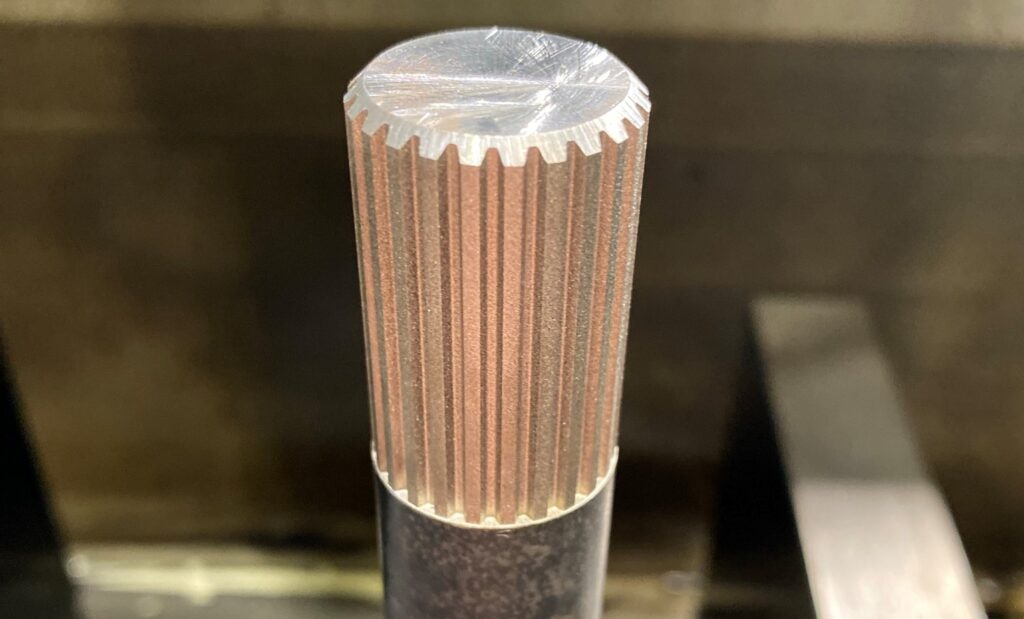
内歯車・スプライン加工を放電で実現する方法
「内歯車を作りたいが、ブローチ盤がない」「特殊なスプライン形状でブローチ工具が存在しない」「焼入れ後の硬い材料にスプラインを加工したい」——こうしたケースでは、放電加工が有効な解決策となります。 この記事では、内歯車やスプラインの加工方法を... -
放電加工の精度と面粗度|公差±0.005mmの実力
放電加工を外注する際、最も気になるのが「どれくらいの精度が出るのか」「表面はどの程度の仕上がりになるのか」という点ではないでしょうか。 この記事では、放電加工の寸法精度と面粗度(表面粗さ)を、形彫放電加工とワイヤー放電加工それぞれについて...


12