
「放電加工って費用はいくらぐらい?」「どんな材質に対応できるの?」「納期はどれくらい?」
放電加工を初めて検討される方や、社内で外注先を探している購買担当の方から、こうしたご質問をよくいただきます。
この記事では、形彫放電加工歴40年以上のGAP.EDMの技術者が、現場でよくある30の疑問に職人目線で本音回答します。社内検討資料にもそのまま使える完全保存版です。
基本の疑問|放電加工って何?(Q1〜Q6)
Q1. 放電加工とは何ですか?どんな仕組みですか?
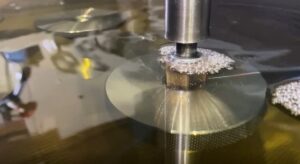
A. 電極とワーク(加工物)の間に発生するアーク放電の熱で、金属を溶かして形を作る加工方法です。
切削加工が「刃物で削る」のに対し、放電加工は「電気で溶かす」加工です。加工液の中で1秒間に数千〜数万回の放電を繰り返し、少しずつ金属を除去して目的の形状を作ります。
最大の特長は「非接触加工」であること。電極とワークが物理的に触れないため、切削力(加工反力)が発生せず、硬い材料でもバリなく高精度に加工できます。
Q2. 形彫放電加工とワイヤー放電加工の違いは?
A. 「電極の形状を転写する」のが形彫、「ワイヤーで切断する」のがワイヤーです。
| 比較項目 | 形彫放電加工 | ワイヤー放電加工 |
|---|---|---|
| 電極 | 銅・グラファイト製の成形電極 | φ0.05〜0.3mmの真鍮ワイヤー |
| 加工方式 | 電極形状をワークに転写 | ワイヤーでワークを切断 |
| 得意加工 | 深穴・止まり穴・3D形状・リブ | 輪郭加工・貫通形状・薄肉切断 |
| 止まり穴 | ✅ 対応可能 | ❌ 貫通のみ |
| 精度 | ±0.01~mm | ±0.01~mm |
Q3. 放電加工のメリットは何ですか?
A. 代表的なメリットは以下の5つです。
- 硬度に関係なく加工可能 — 焼入れ鋼(HRC60+)も超硬合金(HRC90+)も加工OK
- 複雑形状を高精度に再現 — 公差±0.01mmレベル
- 非接触で歪みが少ない — 薄肉部品もバリなく加工
- 深穴・止まり穴に対応 — 深さ350mm以上の加工実績あり
- バリが発生しない — 後工程のバリ取り不要でコスト削減
Q4. 放電加工のデメリットは?
A. 正直にお伝えすると、以下の3点です。
- 加工速度が切削より遅い — 大量の材料除去には不向き(荒取りは切削、仕上げを放電の工程分割が理想)
- 導電性のない素材は不可 — セラミックス・プラスチック・ガラスは加工できません
- 電極製作コスト — 形彫の場合、電極の設計・製作費が別途必要(ただし2回目以降は電極を再利用できるためコストダウン可能)
Q5. 切削加工とどちらを選ぶべきですか?
A. 以下に当てはまる場合は放電加工が最適です。
- ✅ 材料がHRC50以上で切削が困難
- ✅ 六角穴・四角穴・止まり穴・深穴など特殊形状
- ✅ 公差±0.01mm以下の高精度が必要
- ✅ バリなし仕上げが必要
- ✅ タップ・ドリルの折れ込み除去
- ✅ 金型のリブ追加・形状変更・補修
逆に、一般的な硬度の材料を大量に加工する場合は切削加工のほうが効率的です。「切削と放電は競合ではなく補完の関係」が正解です。
Q6. 細穴放電加工とは何ですか?
A. パイプ状の電極でφ0.1mm〜数mmの微細な穴をあける専用の放電加工です。
ガスタービン部品の冷却穴、ワイヤー放電加工のスタート穴、エア抜き穴などに使用されます。形彫放電加工の一種ですが、微細穴に特化した専用機を使用するのが特徴です。
費用の疑問|いくらかかる?(Q7〜Q12)
Q7. 放電加工の費用相場はどれくらいですか?
A. 加工内容によって大きく異なりますが、以下が一般的な目安です。
| 加工内容 | 費用目安 | 備考 |
|---|---|---|
| タップ・ドリル折れ除去 | 1〜5万円 | 材質・深さ・本数で変動 |
| 単純な穴加工(1箇所) | 2〜8万円 | 電極製作費込み |
| 金型のリブ・溝追加 | 5〜20万円 | 形状の複雑さで変動 |
| 金型補修・寸法再生 | 5〜30万円 | 補修範囲・精度で変動 |
| 複雑3D形状の加工 | 10〜50万円以上 | 電極設計の難易度による |
Q8. 電極の製作費は別途かかりますか?
A. はい、形彫放電加工では電極の製作費が別途発生するのが一般的です。
ただし、いくつか知っておくと得するポイントがあります:
- 単純形状の場合は市販電極が使えるため、電極費がかからないこともある
- 2回目以降の依頼では電極を保管・再利用できるため、初回より大幅コストダウン
- 電極設計の工夫で工数を減らせる場合あり — 相談すると良い
Q9. 見積りは無料ですか?
A. はい、完全無料です。
GAP.EDMでは、図面・写真・スケッチなど、お手持ちの情報をお送りいただくだけでお見積りが可能です。最短3時間以内に回答いたします。「正式な図面がない」場合でも、現物の写真やラフスケッチだけでお見積り可能ですので、お気軽にお問い合わせください。
Q10. 1個からでも対応可能ですか?
A. はい、1個からお受けいたします。
放電加工は元々「少量・単品・試作」に強い加工法です。当社では単品加工〜小ロット量産まで幅広く対応しています。「1個だけだから頼みづらい…」ということは一切ありませんのでご安心ください。
Q11. コストを抑えるコツはありますか?
A. 以下の方法で大幅にコストダウンできる可能性があります。
- 荒加工は切削で行い、仕上げのみ放電加工に回す — 加工時間を大幅短縮
- 電極を保管しておく — 2回目以降は電極製作費が不要
- まとめて依頼する — セットアップ費用を分散できる
- 設計段階で相談する — 加工しやすい形状を提案して工数削減
Q12. 支払い条件はどうなっていますか?
A. 企業間取引の場合、月末締め翌月払いが基本です。
初回取引の場合は先払い(前金)をお願いする場合がございます。継続取引後は掛け売りに切り替え可能です。詳細はお問い合わせ時にご相談ください。
精度・品質の疑問|どこまでできる?(Q13〜Q18)
Q13. 放電加工の精度はどこまで出せますか?
A. 形彫放電加工で公差±0.01mm、ワイヤー放電加工で±0.01~mmが実現可能です。
これは髪の毛の太さ(約70μm)の14分の1以下の精度です。ただし、実際の精度は加工形状・材質・深さによって変わりますので、図面をお送りいただければ対応可能な精度をお伝えします。
Q14. 面粗度(面粗さ)はどの程度出せますか?
A. 面粗度Ra0.1μm〜Ra6.3μm程度まで対応可能です。
| 仕上げレベル | 面粗度(Ra) | 用途例 |
|---|---|---|
| 鏡面仕上げ | Ra0.1〜0.4μm | 光学部品、精密金型 |
| 精密仕上げ | Ra0.5〜1.6μm | 一般精密部品、嵌合部 |
| 標準仕上げ | Ra1.6〜6.3μm | 金型キャビティ、一般部品 |
| 荒仕上げ | Ra6.3μm以上 | 荒加工、材料除去目的 |
Q15. 加工後に熱影響層(変質層)はできますか?
A. はい、表面に薄い変質層(白層・再凝固層)が形成されます。
通常は数μm〜20μm程度で、多くの部品では問題になりません。変質層が許容できない場合は、追加の研磨・ラッピング工程で除去することも可能です。事前にご相談いただければ、変質層を最小限に抑える加工条件を設定いたします。
Q16. 加工後の寸法検査はしてもらえますか?
A. はい、加工後の寸法測定を行い、検査成績表を添付してお納めいたします。
マイクロメーター、ピンゲージ等の測定機器を使用して寸法を確認します。特に厳しい公差が要求される部品については、加工途中の中間検査も実施しています。
Q17. 焼入れした後の材料でも加工できますか?
A. はい、放電加工の最大の強みです。
放電加工は材料の硬度に関係なく加工できるため、焼入れ後のHRC60以上の金型鋼でも問題なく加工可能です。「焼入れ後に追加工が必要になった」「焼入れ後に設計変更が発生した」といった場面でこそ、放電加工の出番です。
Q18. 超硬合金やタングステンも加工できますか?
A. はい、超硬合金(タングステンカーバイド)や純タングステンは放電加工が最も得意とする材料の一つです。
切削では刃物が持たない超硬合金も、放電加工なら安定して高精度に加工できます。当社では超硬専用の加工条件データベースを蓄積しており、多数の加工実績があります。
依頼・発注の疑問|どうやって頼む?(Q19〜Q24)
Q19. 図面がなくても依頼できますか?
A. はい、図面がなくても対応可能です。
以下のいずれかがあれば、お見積り・加工対応が可能です:
- 📸 現物の写真(スマホ撮影でOK)
- ✏️ 手書きスケッチ(寸法を記入したもの)
- 📐 3D CADデータ(STEP、IGESなど)
- 📦 現物を直接見せていただく(持ち込み・郵送)
まずは「こんな加工がしたい」という内容をお伝えいただければ、最適な方法をご提案いたします。
Q20. タップやドリルが折れ込んだ部品を直してもらえますか?
A. はい、タップ折れ・ドリル折れの除去は当社の最も得意とする作業の一つです。
折れたタップやドリルを放電加工で溶かして除去します。ワークへのダメージを最小限に抑えながら、折れ込みを確実に取り除きます。緊急の場合は最短即日対応も可能です。
Q21. 遠方からの依頼も対応していますか?
A. はい、全国対応しています。
宅配便での送受が可能なワークサイズであれば、全国どこからでもご依頼いただけます。愛知県内・東海エリアであれば引取り・配送も対応可能です。梱包方法についてもアドバイスいたしますのでお気軽にご相談ください。
Q22. 秘密保持契約(NDA)は対応可能ですか?
A. はい、NDA(秘密保持契約)に対応しています。
お客様の図面・加工仕様は厳重に管理しております。必要に応じてNDA締結の上で対応いたしますので、お申し付けください。
Q23. 加工可能な最大サイズは?
A. 当社の対応可能サイズは以下の通りです。
| 仕様項目 | 対応範囲 |
|---|---|
| 最大テーブルサイズ | 1,200mm × 700mm |
| 最大ワーク高さ | 1,300mm |
| 最大深穴深さ | 350mm以上 |
| 最大ワーク重量 | 約2,000kg |
これ以上のサイズについても協力会社との連携で対応可能な場合がありますので、まずはご相談ください。
Q24. 注文から納品までの流れは?
A. 一般的な流れは以下の5ステップです。
- お問い合わせ・ご相談 — お電話・メール・お問い合わせフォームから
- お見積り — 図面・写真をもとに最短3時間以内に回答
- ご注文確定 — お見積り内容にご同意いただければ正式受注
- 加工・検査 — 電極製作 → 放電加工 → 寸法検査
- 納品 — 検査成績表を添付して発送 or 引取り
技術的な疑問|もっと詳しく知りたい(Q25〜Q30)
Q25. 放電加工にはどのくらい時間がかかりますか?
A. 加工体積・材質・要求精度によって大きく異なります。一般的な目安:
- タップ折れ除去:30分〜数時間
- 単純な穴加工(1箇所):1〜4時間
- 金型リブ追加:4〜12時間
- 複雑3D形状:12〜48時間以上
放電加工は基本的に自動運転が可能なため、夜間・休日の無人運転で加工時間を有効活用し、納期短縮を図っています。
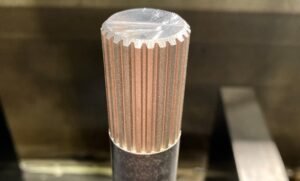
Q26. 電極はどんな材料で作るのですか?
A. 主に銅(Cu)とグラファイト(黒鉛)の2種類です。
| 電極材料 | 特徴 | 向いている加工 |
|---|---|---|
| 銅(Cu) | 面粗度が良い、電極消耗が少ない | 精密加工、鏡面仕上げ |
| グラファイト | 加工速度が速い、大型電極も軽い | 荒加工、大面積加工 |
| 銅タングステン | 極めて消耗が少ない | 超硬合金の加工 |
Q27. 「他社で断られた加工」でも対応可能ですか?
A. はい、それこそが当社の得意分野です。
GAP.EDMは「他社で断られた加工を引き受ける」をコンセプトに掲げています。実績例:
- 「ワークが大きすぎて機械に載らない」と断られた大型部品 → 最大1,300mm高さまで対応
- 「深すぎて加工できない」と断られた深穴 → 350mm以上の深穴加工実績
- 「超硬は加工できない」と断られた案件 → 超硬専用の加工条件で対応
- 「納期に間に合わない」と断られた緊急案件 → 土日祝稼働で即日対応
Q28. 放電加工後に追加の仕上げ加工は必要ですか?
A. 多くの場合、放電加工のみで最終仕上げが完了します。
ただし、以下のケースでは追加の仕上げ加工をお勧めする場合があります:
- Ra0.1μm以下の超鏡面仕上げが必要 → ラッピング・研磨を追加
- 変質層の完全除去が必要 → 研磨工程を追加
- 寸法精度がサブミクロン要求 → 研削で最終仕上げ
Q29. 3Dプリントした金属部品の放電加工は可能ですか?
A. はい、3Dプリント(金属積層造形)後の部品の仕上げ加工にも対応しています。
3Dプリント後の金属部品は表面が粗く、寸法精度も不十分な場合があります。放電加工で嵌合面の精度出し、穴加工、表面仕上げを行うことで、実用レベルに仕上げることが可能です。
Q30. 定期的な継続依頼は可能ですか?
A. はい、もちろん対応可能です。
金型の定期メンテナンス(補修・寸法再生)や、量産部品の定期加工など、継続的なお取引も歓迎しています。継続取引のお客様には以下の特典があります:
- 電極の保管サービス(2回目以降の電極費不要)
- 優先納期枠の確保
- 数量に応じた価格優遇
まとめ|放電加工の疑問はすべて解決しましたか?
この記事では、放電加工に関するよくある30の質問に回答しました。まとめると:
- ✅ 放電加工は硬い金属でも複雑形状でも高精度に加工できる非接触加工技術
- ✅ 費用は加工内容で異なるがタップ折れ除去1〜5万円、金型補修5〜30万円が目安
- ✅ 精度は公差±0.01~mm(形彫)、±0.01~mm(ワイヤー)が実現可能
- ✅ 図面なし・1個から・全国対応で気軽に依頼できる
この記事で解決しなかった疑問や、具体的な加工のご相談は、お気軽にお問い合わせください。技術者が直接お答えします。
まだ疑問が残っていますか?
放電加工歴40年の職人が、あなたの加工課題に直接お答えします。
受付時間:平日8:00〜17:00 / 土日祝もご相談を承ります

▼ あわせて読みたい
放電加工ひとすじ40年。超硬・インコネル・チタンなど全材質を量産対応。複数台体制で供給を止めず、NDA・加工データ提出にも対応します。図面1枚から、最短即日でお見積りします。
コメント