
六角穴・四角穴加工の方法
旋盤・フライスで無理な形状を
放電加工で実現する完全ガイド
「六角穴を加工したいが、ブローチ盤がない」「止まり穴に四角穴を開けたい」——設計部門や購買部門の方から多くいただくご相談です。本記事では、異形穴加工の5つの方法を比較し、それぞれの得意・不得意を技術的に解説します。
- 5つの加工方法(ブローチ・ポリゴン・ワイヤー・マシニング・放電加工)を比較表つきで解説
- 止まり穴に六角穴・四角穴を加工できるのは形彫放電加工だけ
- 角部にRが残らないシャープエッジ加工が可能
- 焼入れ鋼・超硬合金など硬度を問わず対応
- どの方法を選ぶべきか、判断チェックリスト付き
六角穴・四角穴加工の5つの方法
ブローチ加工(最も一般的)
ブローチ盤を使い、専用のブローチ工具で一度に形状を削り出す方法です。量産品の貫通穴に最適ですが、止まり穴には対応できません。
- 量産に最適(加工時間が短い)
- 高い寸法精度(JIS H7級)
- 仕上げ面が美しい
- 貫通穴にしか使えない
- 専用工具が高価(数十万円〜)
- ブローチ盤を持つ工場が少ない
ポリゴン加工(旋盤)
旋盤上でポリゴンカッターを使い、回転同期によって多角形状を削り出す方法です。外径の六角加工には使えますが、内径の穴加工は制限が大きくなります。
- 旋盤で完結できる
- 外径の六角加工にも使える
- 内径の六角穴は非常に難しい
- 精度が出にくい(±0.05mm程度)
- 止まり穴は基本的に不可
ワイヤー放電加工
細いワイヤーに放電させて金属を溶融除去する方法です。高精度ですが、ワイヤーを通す必要があるため貫通穴にしか使えません。
- 高精度(±0.005mm以下)
- 焼入れ鋼・超硬にも対応
- 複雑な形状も可能
- 貫通穴にしか使えない
- 加工速度が遅い
- 板厚が厚いとコスト増
マシニングセンタ(エンドミル)
エンドミルで輪郭切削する方法です。多くの工場で対応可能ですが、角部にRが必ず残り、硬い材料には不向きです。
- 多くの工場が保有する設備で対応可能
- 止まり穴にも対応可能(条件あり)
- 角部にR(丸み)が必ず残る
- 小径の穴には工具が入らない
- 焼入れ鋼は工具寿命が極短
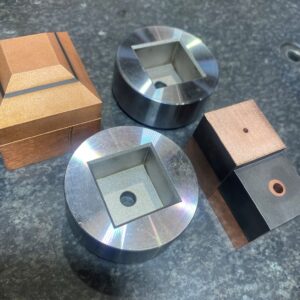
形彫放電加工 最も万能
電極(銅やグラファイト)を使い、放電で金属を溶融除去する方法です。止まり穴OK、角部R残らず、硬度を問わない——最も対応範囲の広い加工方法です。
- 止まり穴OK(最大の利点)
- 角部にRが残らない
- 焼入れ鋼・超硬も硬度不問
- 深穴にも対応(深さ350mmまで実績)
- 1個からの少量生産に対応
- 電極製作が必要
- 切削より時間がかかる場合がある
- 非導電性材料は加工不可
「この穴、放電加工で対応できる?」
写真1枚で即答します。
図面がなくても大丈夫。写真・スケッチ・現物、どんな形式でもお見積り可能です。
最短即日でお見積りを回答します。
お急ぎの方はお電話で:0561-55-7560
5工法の徹底比較
| 比較項目 | ブローチ | ポリゴン | ワイヤー | マシニング | 形彫放電 |
|---|---|---|---|---|---|
| 止まり穴 | ❌ | ❌ | ❌ | △ | ✅ |
| 角部シャープ | ✅ | △ | ✅ | ❌ | ✅ |
| 焼入れ鋼 | △ | ❌ | ✅ | ❌ | ✅ |
| 超硬合金 | ❌ | ❌ | ✅ | ❌ | ✅ |
| 小径穴 | ✅ | ❌ | ✅ | ❌ | ✅ |
| 量産性 | ✅ | △ | ❌ | △ | △ |
| 精度 | ±0.01 | ±0.05 | ±0.005 | ±0.02 | ±0.01 |
こんな時は放電加工がベストです
以下のいずれかに当てはまる場合、形彫放電加工が最適解です。
お見積り依頼時にお知らせいただきたい情報
(写真・現物でもOK)
(鋼種名、焼入れの有無)
(対辺、深さ、公差)
(特急も対応可能)
「うちの部品でも対応できる?」
まずはお気軽にご相談ください。
写真1枚からお見積り可能。図面がなくても大丈夫です。
他社で「加工不可」と断られた形状も、40年の技術力で解決します。
お急ぎの方はお電話で:0561-55-7560(土日祝・時間外も対応可)
コメント