
加工中にタップやドリルが折れてしまった——製造現場で最も焦るトラブルの一つです。
「ワークを廃棄するしかないのか」「高価な金型が台無しになるのか」と不安になる気持ちはよくわかります。しかし、適切な除去方法を選べば、ワークを傷つけずに折れた工具だけを取り除くことは可能です。
この記事では、折れたタップ・ドリルの除去方法を5つ紹介し、それぞれのメリット・デメリットを比較します。放電加工歴40年の技術者の経験から、どの方法がどんな状況に適しているかを正確にお伝えします。
🚨 今まさにタップが折れて困っていますか?
記事を読む前に、まずお電話ください。最短即日で除去できます。
平日8:00〜17:00 / 緊急時は時間外も対応可
折れたタップ・ドリルの除去方法5選
方法①:ポンチ・ピンで叩き出す
概要:折れたタップの溝にポンチやピンを差し込み、ハンマーで叩いて反時計方向に回転させて抜く方法です。
| メリット | 道具が安価。その場ですぐ試せる |
| デメリット | 衝撃でワークのネジ山を損傷する可能性が高い。タップが奥深くで折れている場合は使えない |
| 適した場面 | 浅い位置での折れ。ネジ山の精度が厳しくない場合 |
| 成功率 | 低い(折れたタップがさらに砕ける場合あり) |
方法②:逆タップ(エキストラクター)を使う
概要:専用の逆ネジ工具(タップエキストラクター)を折れたタップに食い込ませ、反時計方向に回して抜く方法です。
| メリット | 専用工具があれば現場で対応可能 |
| デメリット | 折れたタップが超硬やハイスの場合、エキストラクター自体が折れて二重トラブルになるリスクがある |
| 適した場面 | 比較的柔らかい材質のタップ。折れ位置が浅いケース |
| 成功率 | 中程度(硬いタップでは逆効果になることも) |
方法③:薬品(硝酸系)で溶解する
概要:希硝酸などの化学薬品でタップの材質(ハイス鋼)を選択的に溶解させる方法です。ワークの材質が硝酸に耐える場合に使えます。
| メリット | ワークのネジ山をほぼ傷つけない |
| デメリット | 溶解に時間がかかる(数時間〜数日)。危険な薬品を扱う。超硬タップには効果がない |
| 適した場面 | ハイスタップの折れ。納期に余裕がある場合 |
| 成功率 | 高い(ただし条件が限定的) |
⚠️ ①〜③の方法を試す前にご注意ください
無理に除去しようとすると、タップがさらに砕けて状況が悪化するケースが非常に多いです。特に超硬タップやHRC50以上の材質に折れた場合は、最初から放電加工に出したほうが結果的に安く・早く・確実です。
📞 まずは電話で相談 → 0561-55-7560(写真を送るだけでも見積り可能)
方法④:放電加工で溶融除去する【最も確実】
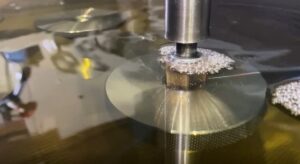
概要:放電加工機を使い、電極(真鍮パイプ等)とタップの間に放電を発生させ、タップの中心部分を電気エネルギーで溶融・除去する方法です。
| メリット | ネジ山をほぼ無傷で残せる。硬度に関係なく除去可能(超硬タップもOK)。非接触加工のため物理的ダメージなし |
| デメリット | 放電加工機が必要(専門工場への依頼が一般的)。導電性がない素材は不可 |
| 適した場面 | あらゆるタップ折れに対応可能。特に高価なワーク・金型の救済に最適 |
| 成功率 | 非常に高い |
放電加工でのタップ除去の仕組み
具体的な除去プロセスは以下の通りです。
- ワークを放電加工機上に固定し、加工液(水道水または専用液)を供給
- 折れたタップの直径の約半分程度の真鍮パイプ電極を使用
- 電極をタップの中心に正確に位置決めして放電加工を開始
- タップの中心部が溶融除去され、外周の薄い殻が残る
- 残った破片をケガキ針やピンセットで容易に除去
この方法の最大のポイントは、電極がタップの中心だけを狙って溶かし、外周(ワーク側のネジ山)には触れないことです。加工後は、通常のタップでさらってネジ山を修復すれば、ボルトがそのまま入る状態に復旧できます。
🔧 GAP.EDMのタップ折れ除去サービス
成功率ほぼ100%。40年の経験でどんなタップ折れにも対応します。
| 💰 費用 | 1〜5万円(税抜) |
| ⏱️ 作業時間 | 30分〜数時間 |
| 🚀 最短納期 | 即日対応可能 |
| 🗾 対応エリア | 全国(宅配便対応) |
折れた状態の写真をスマホで撮って送るだけでOK
方法⑤:ワークを廃棄・再製作する
概要:除去が困難な場合、ワークを諦めて新たに製作する方法です。
| メリット | 確実に「新品」のワークが得られる |
| デメリット | 材料費・加工費・時間のすべてが二重にかかる。金型の場合は再製作に数十万〜数百万円のコスト |
| 適した場面 | 安価な量産品で、除去コストが再製作コストを上回る場合のみ |
ちょっと待ってください——ワークを廃棄する前に、放電加工での除去費用を確認しませんか?放電加工での除去費用は1〜5万円。金型の再製作費用(数十万〜数百万円)と比べれば、試す価値は十分あります。
折れたタップの除去でお困りですか?
放電加工なら、ワークを傷つけず確実に除去。図面なしでも対応可能です。
愛知県を拠点に、形彫・ワイヤー・細穴すべての放電加工を社内で対応。折れタップ除去は最も多いお問い合わせのひとつです。写真1枚からのご相談も歓迎しています。
5つの方法の比較まとめ
| 除去方法 | 成功率 | ネジ山保護 | 超硬対応 | コスト | スピード |
|---|---|---|---|---|---|
| ポンチ叩き | △ | × | × | ◎安い | ◎速い |
| 逆タップ | △ | △ | × | ○ | ○ |
| 薬品溶解 | ○ | ◎ | × | ○ | ×遅い |
| 放電加工 | ◎ | ◎ | ◎ | ○ | ○ |
| ワーク廃棄 | — | — | — | ×高い | ×遅い |
放電加工でのタップ折れ除去を依頼する際のポイント
放電加工を外注する場合、以下の情報を伝えるとスムーズに見積り・対応が進みます。全部わからなくても大丈夫——写真と一言あれば対応できます。
- 折れたタップのサイズ(M3、M6、M8など)
- 折れた深さ(ネジ穴の入口から何mm下で折れているか)
- タップの材質(ハイス、超硬など。不明でもOK)
- ワークの材質(SS400、S45C、SKD11、SUS304など)
- ワークのサイズ・重量(配送方法の検討に必要)
- 希望納期(即日対応が必要かどうか)
- 写真(折れた状態を撮影したもの。スマホ写真でOK)
📸 写真を撮って送るだけ。3ステップで依頼完了。
- スマホで折れた部分を写真に撮る
- お問い合わせフォームに写真を添付して送信
- 最短3時間以内にお見積りを回答
見積りは完全無料。お断りいただいてもOKです。
まとめ|折れたタップの除去は「放電加工」が最も確実
折れたタップ・ドリルの除去方法は複数ありますが、ネジ山を傷つけず、材質に関係なく、高い成功率で除去できる方法は放電加工だけです。
特に、以下のケースでは迷わず放電加工を選択すべきです。
- ✅ 高価な金型や部品で、廃棄は絶対に避けたい
- ✅ 超硬タップやハイスタップが折れた
- ✅ ネジ山の精度を維持したまま復旧したい
- ✅ ポンチや逆タップを試したがうまくいかなかった
- ✅ 急いでいる(ラインが止まっている)
当社ギャップ・イーディーエム(GAP.EDM)は、タップ・ドリル折れ除去の緊急対応を全国から承っています。宅配便でワークを送っていただければ、最短即日で除去作業を完了して返送します。
タップ折れの緊急対応
全国対応。写真を送るだけでOK。最短即日で除去完了。
見積り無料 / 平日8:00〜17:00 / 緊急時は時間外対応可
折れタップ除去は放電加工のプロにお任せください
「ドリルで攻めたけどダメだった」「どうしても傷をつけたくない」
そんなお悩みに、放電加工専門工場が確実にお応えします。


コメント