masuda– Author –
-

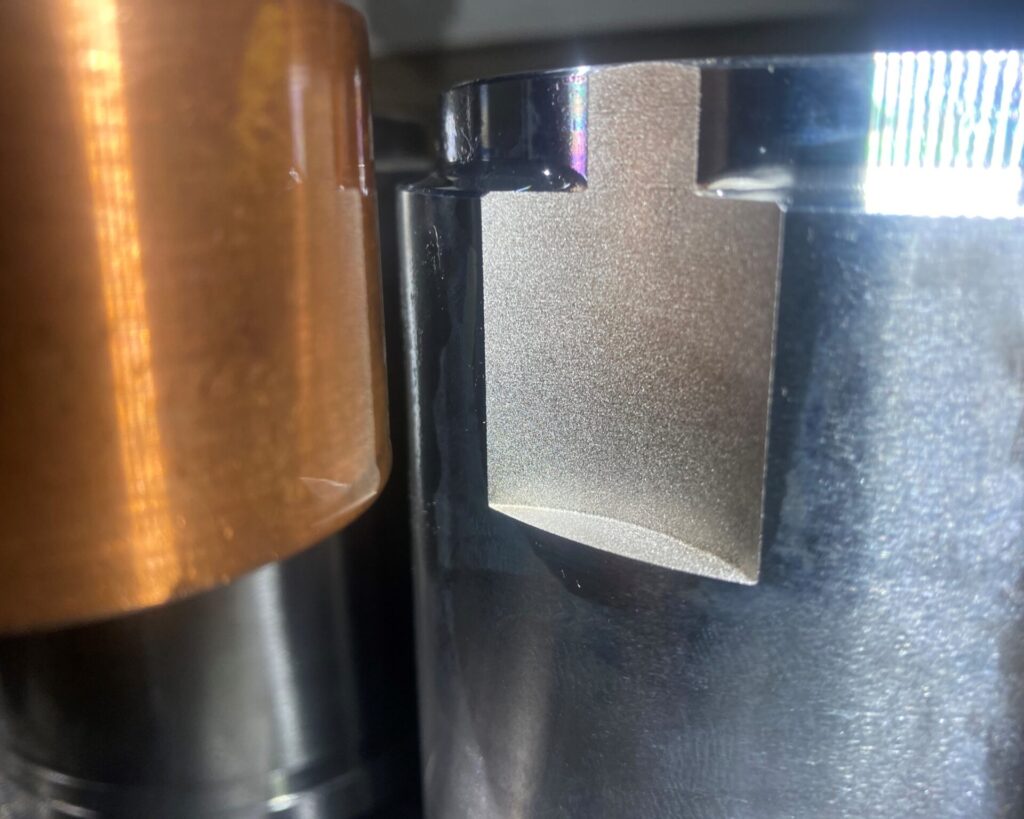
放電加工における電極設計のノウハウ|コストと精度を左右するカギ
放電加工の仕上がりを決めるのは、加工機の性能だけではありません。電極の設計と製作こそが、精度・面粗度・コスト・納期のすべてを左右する最重要ファクターです。 「なぜ同じ加工機を使っているのに、工場によって仕上がりが違うのか?」——その答えの多... -
なぜ町工場の放電加工屋がホームページに力を入れるのか
「町工場がホームページなんか作って、意味あるの?」 ——正直、同業の方からそう言われたこともあります。 愛知県尾張旭市で放電加工の専門工場を営むGAP.EDM(ギャップ・イーディーエム)。加工歴40年の技術があります。大型ワークも、深穴も、超硬も、他... -
自動車だけじゃない!放電加工が活躍する意外な業界5選
「放電加工って、自動車の金型工場が使う技術でしょ?」 ——そう思われている方が多いのですが、実はまったく違います。 放電加工は「電気を通す金属なら何でも、どんな複雑な形でも、硬くても加工できる」という特性から、自動車業界だけでなく、化粧品・... -
【保存版FAQ30選】放電加工のよくある質問を職人歴40年の技術者が全解説|費用・精度・納期
「放電加工って費用はいくらぐらい?」「どんな材質に対応できるの?」「納期はどれくらい?」 放電加工を初めて検討される方や、社内で外注先を探している購買担当の方から、こうしたご質問をよくいただきます。 この記事では、形彫放電加工歴40年以上のG... -
深穴加工の限界と放電加工による突破法
「深さ200mmの止まり穴を空けたいが、ドリルでは真っ直ぐ入らない」「ガンドリルを依頼したが、曲がりが出て精度が出ない」——深穴加工は、穴が深くなるほど難易度が飛躍的に上がる加工領域です。 この記事では、切削による深穴加工が直面する技術的な限界... -
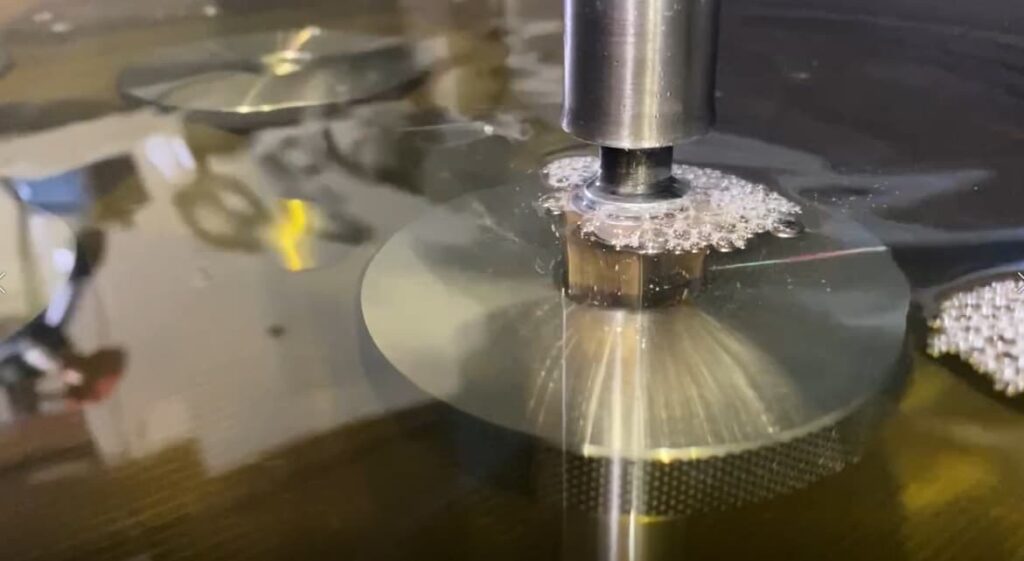
【図解】ワイヤー放電加工(ワイヤーカット)とは?形彫放電との違いを解説
技術解説2026.03.10 ワイヤー放電加工(ワイヤーカット)とは?メリット・デメリットと形彫放電との違い 「ワイヤー放電加工」は、高硬度材や複雑な輪郭を精密に切断できる不可欠な技術です。本記事では、ワイヤー放電加工の原理やメリット・デメリットを... -
放電加工の依頼方法 初めての方へ — 図面なしでも相談OK
はじめての方へ2026.03.06 放電加工の依頼方法初めての方へ — 図面なしでも相談OK 放電加工を初めて外注する方向けの完全ガイド。依頼の流れ、必要な情報、費用感を解説。1個の試作から量産・リピートまで一貫対応。愛知の専門工場が全国対応。 依頼の流れ... -
金型修正は放電加工で|再製作不要・最短3日
技術解説2026.03.06 金型のリブ追加・形状変更は再製作不要放電加工で最短3日復旧 金型のリブ追加・形状変更を再製作せずに放電加工で実現。コスト1/3〜1/5・納期最短3日。プレス・ダイカスト・射出・鍛造すべて対応。量産ラインの定期メンテナンスも。 再... -
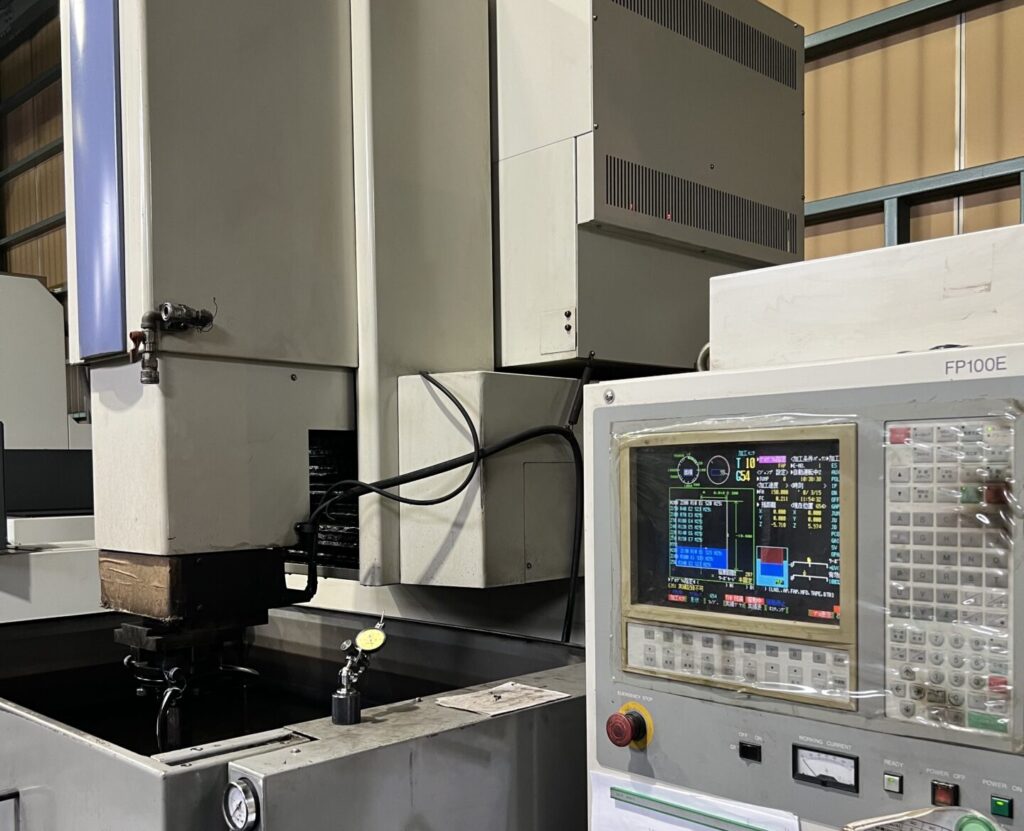
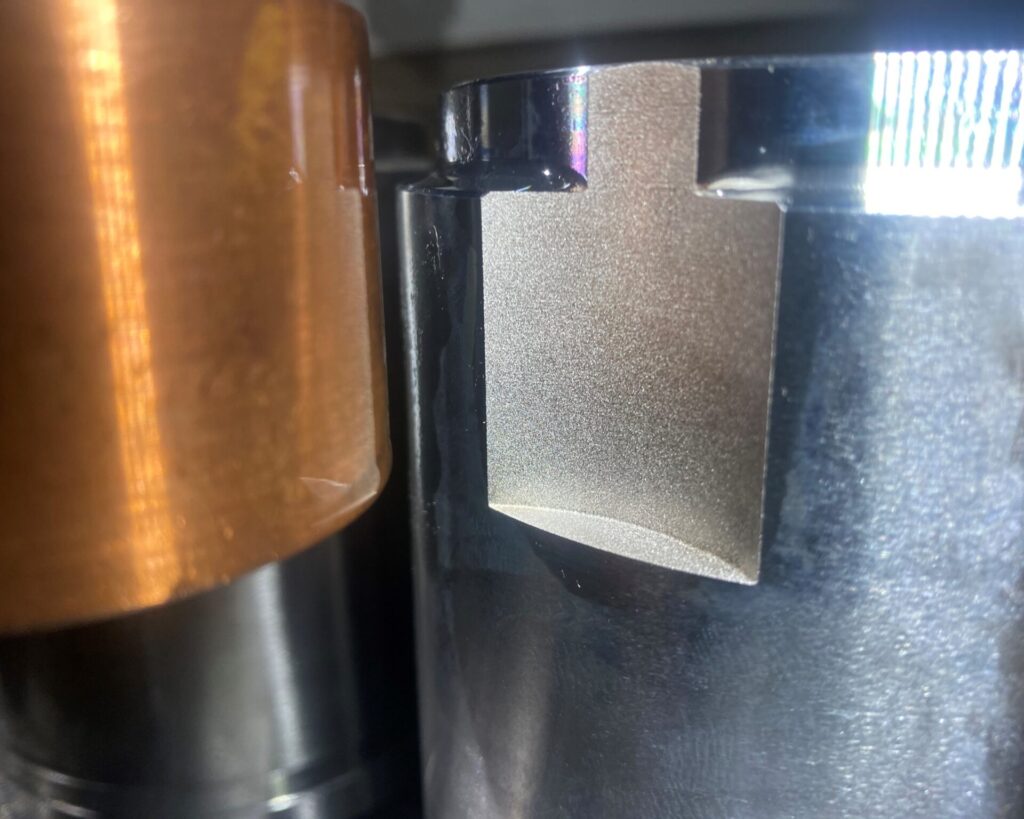
タングステンのタップ加工・穴あけタングステンに穴をあける方法|放電加工で確実に解決
技術解説2026.03.06 タングステンのタップ加工・穴あけ完全ガイドドリルが折れる原因と放電加工での確実な解決策 モース硬度9・融点3,422℃のタングステンは穴あけ・タップ加工が極めて困難。放電加工での確実な解決方法を40年の実績をもとに解説。1個の試... -
タングステン加工の方法・費用・依頼先ガイド|切削が難しい理由と放電加工での解決策
技術解説 2026.03.04 タングステン加工の方法・費用・依頼先ガイド 切削が難しい理由と放電加工での解決策 モース硬度9、融点3,422℃——全金属中最高の物理特性を誇るタングステンは、その優れた特性ゆえに加工が極めて困難です。本記事では、タングステンの...