
EDM MASTERY
超硬・タングステン
超硬・タングステン
「放電」の匠。
最新機械のボタンを押すだけの加工で、難削材の精度が出るはずがない。
銀タングステン・銅タングステン電極の選定、
そして、ワイヤー加工の応力開放を見極める職人技。
素材を知り尽くした40年の職人が、アナログな「手の感覚」と「条件設定」で、HRC90超の素材をミクロン単位で支配する。
銀タングステン・銅タングステン電極の選定、
そして、ワイヤー加工の応力開放を見極める職人技。
素材を知り尽くした40年の職人が、アナログな「手の感覚」と「条件設定」で、HRC90超の素材をミクロン単位で支配する。
IMPOSSIBLE
なぜ、その超硬加工は断られるのか
加工中の「割れ」リスク
超硬やタングステンは、加工による内部応力の開放で一瞬にして割れることがあります。ワイヤーカットのスタート位置やパス取りを誤れば、高価な素材がスクラップになります。
刃物が立たない「硬度」
HRC90を超える超硬やタングステン。マシニング加工では工具摩耗が激しく、数ミリ進むだけで精度が狂い、コストも納期も破綻します。
「面」が仕上がらない
放電加工でも、ただ電気を流すだけでは表面が荒れ、変質層(白層)が残ります。鏡面に近い面粗度を出すには、熟練の条件設定が必要です。
機械任せにしない。
電極と「使い分け」で品質を作る。
超硬加工において重要なのは、機械のスペックではなく、「電極材の選定」と「工法の見極め」です。私たちは40年の経験から、素材と形状に最適な解を導き出します。
01. 銀タン・銅タン電極の常備
消耗に強く、鋭利なエッジが出せる「銀タングステン」「銅タングステン」電極を常時ストック。形状と要求精度に合わせ、最適な電極を職人が削り出します。
02. ワイヤー加工の「応力開放」制御
ワイヤーカットで超硬を切断する際、素材内部の残留応力により割れが発生します。私たちは経験に基づき、割れを防ぐ「アプローチ位置」と「加工ルート」を緻密に計算してプログラムします。
03. 熟練工のアナログ調整
素材のロットごとの微妙な違いを職人が感じ取り、放電条件(パルス幅・休止時間)を微調整。「ギリギリを攻める」設定で、クラックを防ぎつつ最速の加工を実現します。
SPECIAL ELECTRODE
銀タン・銅タン・極薄板●
STRESS CONTROL
割れ防止のパス設計●
CUSTOM SETTING
職人独自のカスタム条件●
COMPLEX SHAPE
内歯車・ネジ切り・微細穴●
※ RECOVERY RATE: 90%+
EVIDENCE
論より証拠。
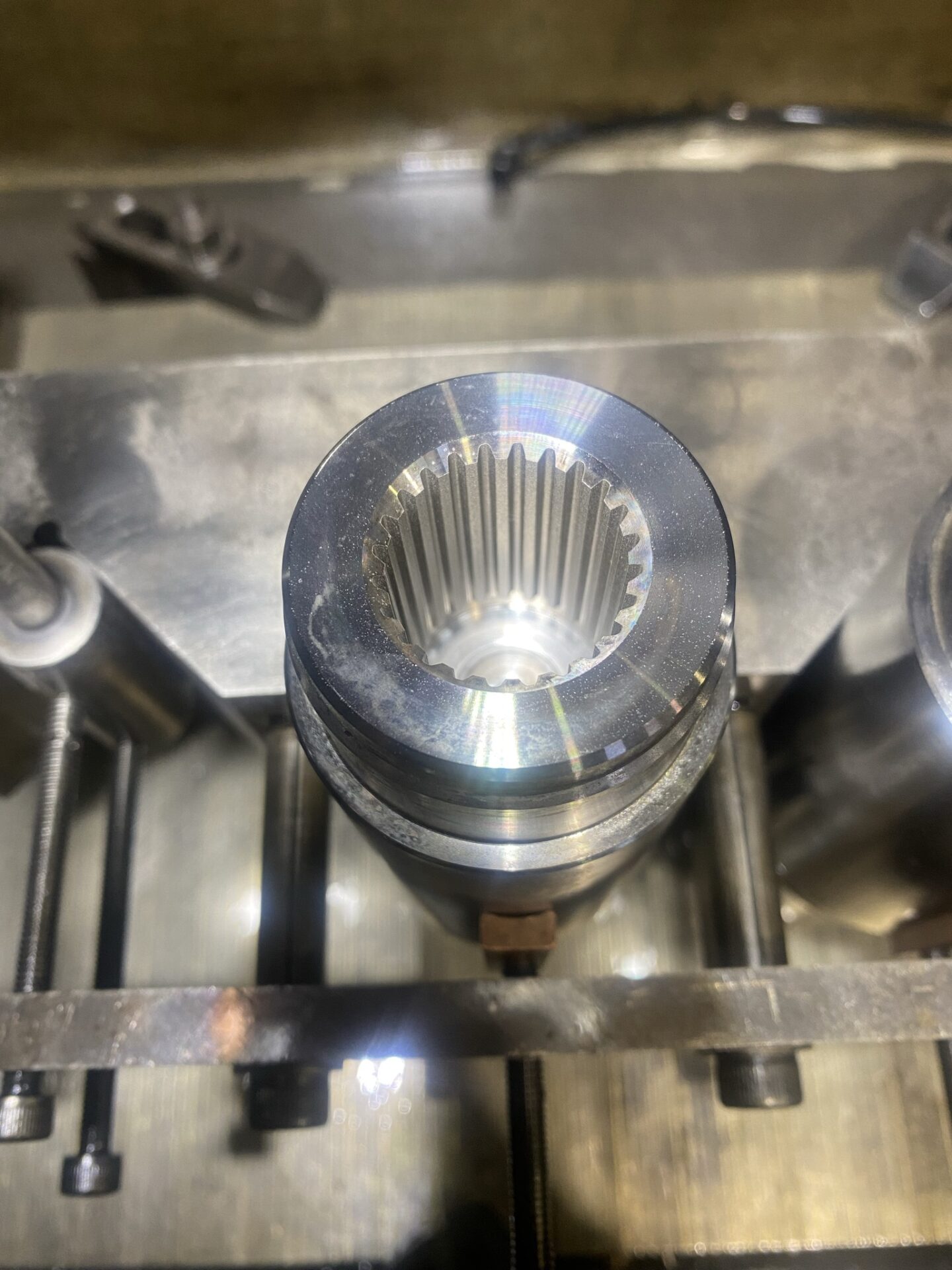
超硬合金 / HRC92
内歯車・異形穴加工
切削不可の袋小路形状。銅タングステン電極を使用し、コーナーR0.05以下を実現。
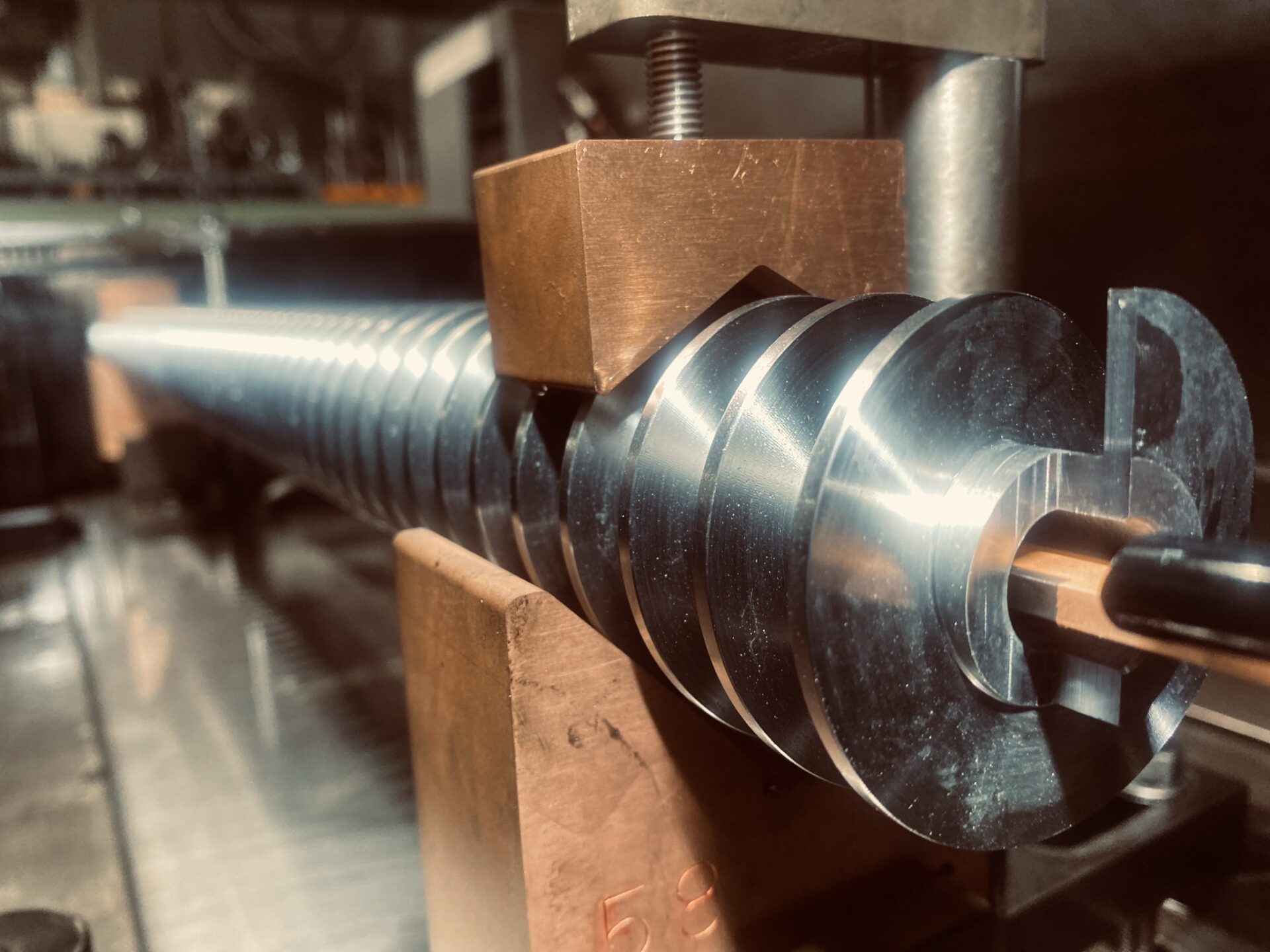
純タングステン
大型ワーク深穴加工
非常に割れやすい純タングステンに対し、低電圧条件でクラックゼロ加工を達成。
「削れない」と諦める前に、
その図面を見せてください。
無料見積もり・技術相談をする
FAQ
よくあるご質問
超硬・タングステンも加工できますか?
はい。切削では刃物が負ける超硬合金・タングステンも、放電加工でHRC90超までミクロン精度で加工します。
専用の電極は必要ですか?
銅タングステン・銀タングステン電極を常備し、難削材に応じて自社で電極を設計します。
試作1個でも依頼できますか?
はい。1個の試作から対応します。量産のご相談も承ります。
見積もりはどれくらいで出ますか?
図面1枚で、営業時間内であれば当日中に概算をご回答します。見積もりは無料です。
OTHER SERVICES
その他のサービス
FOR MASS PRODUCTION & CONTRACT MACHINING
その加工、量産・継続でお考えですか?
放電加工ひとすじ40年。超硬・インコネル・チタンなど全材質を量産対応。複数台体制で供給を止めず、NDA・加工データ提出にも対応します。図面1枚から、最短即日でお見積りします。